海德維感應加熱設備生產廠家
20年行業經驗-專業工程師上門售后,一年質保,終身維護
咨詢熱線:0769-8176 8225158-7557-5576

20年行業經驗-專業工程師上門售后,一年質保,終身維護
咨詢熱線:0769-8176 8225158-7557-5576


直柄階梯麻花鉆立式高頻淬火機床熱處理工藝階梯麻花鉆適用于在搖臂鉆床、立式鉆床、數控鉆床,以及加工中心等機床上使用。用于對碳鋼合金鋼及有色金屬等實體工件在攻螺紋前的孔及沉孔進行加工,選用時根據型式和尺寸表所列的螺紋直徑,及其所用的粗牙或細牙來選擇與其攻螺紋前的孔徑相對應的鉆頭直徑指鉆頭小端直徑。階梯麻花鉆由柄部及工作部分組成,柄部又分直柄和錐部兩種,主要用作夾持后傳遞轉矩用,工作部分呈階梯狀,由小直徑及大直徑組成。在制訂熱處理工藝時,既不能按大徑也不按小徑計算加熱時閭,一般按大徑和小徑的算術平均值來計算,如小徑為大徑為,計算尺寸則按計。

直柄階梯麻花鉆要求在刃長4/5范圍內淬硬硬度,柄端向刃處硬度不低于,淬火加熱溫度取中下限。如用鋼制作,可用加熱,晶粒度級,中性鹽分級后于等溫。等溫后清洗干凈后校直,上夾具限形回火。鋼制寶塔鉆熱處理工藝近幾年來,外商需求的寶塔鉆頭越來越多,而且質量要求也高,原來大多使用鋼,立式高頻淬火機床現在大多使用等高性能高速鋼制作。現簡介鋼寶塔鉆熱處理工藝。
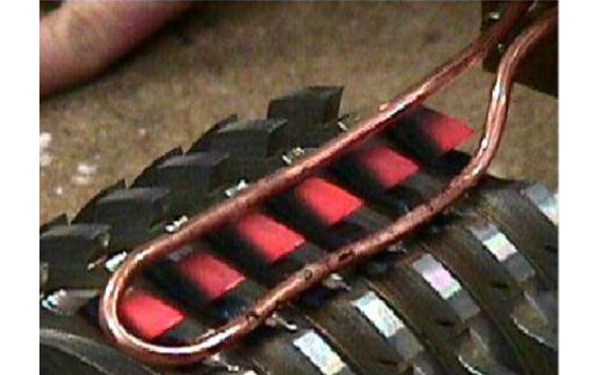
寶塔鉆顧名思義,它形狀似寶塔,上端小下端大,在長度范圍內可有8~10個規格的外徑。這種鉆頭熱處理立式高頻淬火機床的關鍵是選好淬火溫度,計算好加熱時間。現場生產證明,淬火加熱溫度選中下限,適當延長加熱時間為宜。加熱時間計算方法為:從大端向刃尖1/3長度處測量的刃徑為參考的理論淬火直徑。晶粒度控制比較特殊,因為小端在高溫爐中加熱時間太長,故晶粒度控制在10級甚至稍大一點為宜,但不能達9.5級。







